Ctrl+D 收藏本站,记录美好生活
摩登7娱乐
辉达娱乐
焦点娱乐
蓝狮娱乐
意昂娱乐/体育
更多优质平台
如有疑问请注册账号,登录平台联系客服
首页
企业中心
公司简介
企业文化
认证获奖
组织架构
大事记
加入我们
新闻资讯
行业新闻
公司新闻
产品信息
摩登7产品系列
汇川产品系列
伟肯产品系列
海利普产品系列
台达产品系列
技术服务
维修和维护
摩登7售后服务
技术培训
专业文章
资料下载
工程技术
工程技术
联系我们
English
应用案例
维修/维护
技术分享
应用案例
台达10MC运动控制器在4头超声波焊机上的应用
时间:2025-01-15 作者:摩登7变频 点击:次
超声波焊机是现代汽车工业中的关键电工设备,主要用于汽车内饰件焊接中的应用,比如汽车的遮阳板、仪表板、车门板、座椅背板、后荷板,地毯等汽车内饰的焊接。原先采用胶粘剂粘接,粘接工艺生产效率低并且胶粘剂都有一定的毒性,很容易危害生产人员的身体健康以及引起环境污染等问题。所以塑料焊机工艺得到了越来越广泛的应用。台达10MC控制器是具有电子凸轮控制功能的新一代运动控制器,能够通过CANopen总线控制多达16台伺服,其内置PLC功能齐全,I/O扩展灵活方便。10MC应用于超声波焊机控制,能很好地满足设备快速响应的运动控制性能要求,电气控制系统整体性价比很高,操作简便,安全可靠,竞争优势明显。
一、超声波焊机介绍:
4头超声波焊机用于汽车内饰焊接上,有4个独立的焊头,每个焊头上有X、Y、Z三个运动轴。主要有回零、示教、焊点定位、及焊点测试等功能,设有焊头防撞保护、光栅保护、伺服报警保护,设备暂停等保护功能。设备如图一所示:
电气控制系统配置及控制结构:
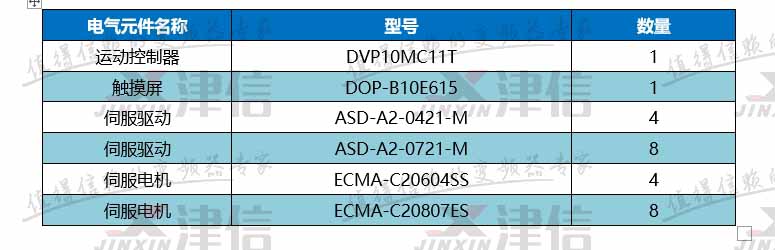
1.主要电气控制部件清单:
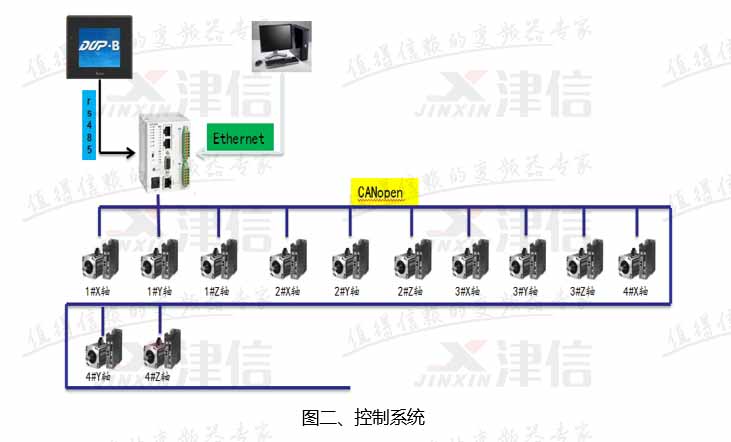
2.控制结构
10MC运动控制器的COM2口与DOP-B10E615触摸屏通过RS485通讯,通过触摸屏可以设置用户工艺参数;控制器的CAN端口与A2伺服进行CANopen通讯,通过CAN总线控制伺服的运动及读取伺服的状态。
10MC的PLC部分控制每个焊头3根轴的运动逻辑及4个焊头的动作逻辑,比如焊头的开启与关闭。通过10MC的公共交互区PLC同时监控每个运动轴的当前位置,若相邻两个焊头的X轴或者Y轴的位置间隙小于设定的安全距离时,系统发出报警并停机,这就是系统的防撞功能。
10MC的MC部分控制每个焊头的运动,通过PLC传递过来的启动信号、速度、目标位置等数据,来执行各个焊头各个轴的定位动作。
二、四头超声波焊机控制要求:
1、回零控制:
在设备第一次上电或者发生故障重新上电后,设备各个轴需要执行回零动作。
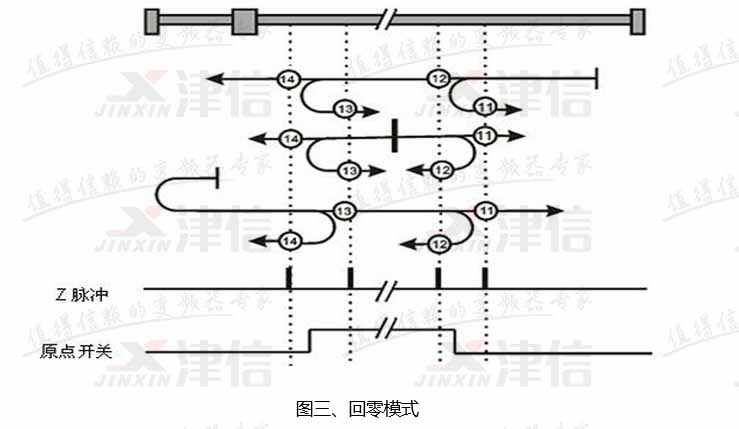
根据客户要求,选择的回零方式为:回零时反转,找到零位信号后,伺服开始正转,找到第一个Z相脉冲后再偏移一定的原点偏移量,回零方式如图三所示。
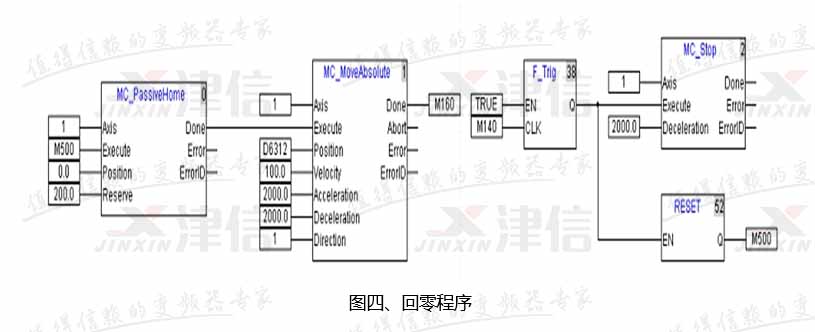
程序中调用“MC_PassiveHome”回零指令,在M500有信号时,当前轴开始执行回零动作,回零动作执行完后,调用“MC_MoveAbsolute”绝对定位指令,完成原点偏移动作。
在执行回零的过程中,如发生故障或按下急停,则调用“MC_Stop”指令来使当前轴停止回零动作。程序如图四所示:
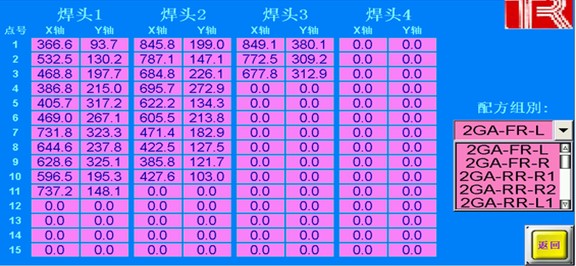
2、 设备配方功能:
因设备所焊接的门板多达十几种,而每个门板的焊接孔位置是不一样的,所以需要使用配方功能,来实现同一台设备焊接不同门板。设备配方所包含的功能如下:
A. 各个焊头的X、Y轴坐标设定
B. 各个焊头的Z轴焊接深度
C. 各个焊头的焊接时间、冷却时间、吹气时间
D. 每个焊点的跳焊功能开启与关闭
配方画面如图五所示:
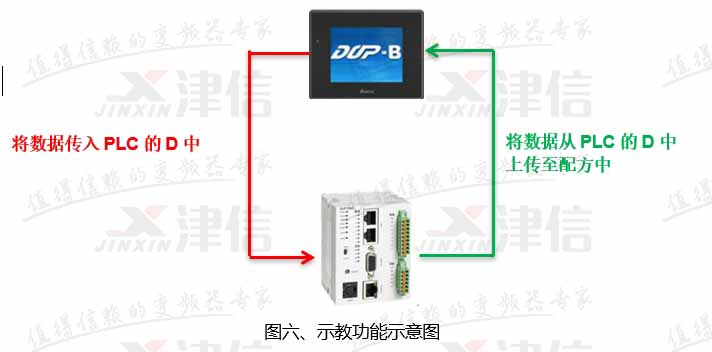
3、设备示教功能
示教功能主要用于门板焊点的位置确定,保存至PLC中,然后再传递至HMI配方中,以便自动工作时使用。示意图如图六所示:
4.设备单点校准功能
设备的单点校准功能,主要用于校验设备某个焊点的位置及动作是否正确。设备单点检验功能画面如图七所示
操作步骤如下:
开启焊头
设置点号
按下“单点定位”按钮,设备的当前焊头会自动定位到对应点的X\Y位置。若系统检测到当前Z轴不是处于零位,则先会提升Z轴至零位,然后再定位X\Y位置。
按下“Z轴下”按钮,设备当前焊头的Z轴会定位到对应的深度。如系统检测到当前X\Y轴不在对应的位置时,则不会动作。
按下“铆接焊点”按钮,设备执行配方中当前点对应的焊接时间、冷却时间、吹气时间。
按下“Z轴上”按钮,则设备返回Z轴原点。
用数控系统价格高,且逻辑部分编程不方便。用普通PLC运行速度和精度都会受到扫描周期影响。10MC很好的解决了这些问题。
现场实际运行过程中,完善的参数设置选项和监控功能保证了设备运行平稳高效。10MC运动控制器的CANopen总线通讯大大简化了客户电气柜中的繁琐接线,友好的编程环境,使客户能够很快的掌握整个系统,后续维护方便。得到客户的一致好评。
返回列表