Ctrl+D 收藏本站,记录美好生活
摩登7娱乐
辉达娱乐
焦点娱乐
蓝狮娱乐
意昂娱乐/体育
更多优质平台
如有疑问请注册账号,登录平台联系客服
首页
企业中心
公司简介
企业文化
认证获奖
组织架构
大事记
加入我们
新闻资讯
行业新闻
公司新闻
产品信息
摩登7产品系列
汇川产品系列
伟肯产品系列
海利普产品系列
台达产品系列
技术服务
维修和维护
摩登7售后服务
技术培训
专业文章
资料下载
工程技术
工程技术
联系我们
English
应用案例
维修/维护
技术分享
应用案例
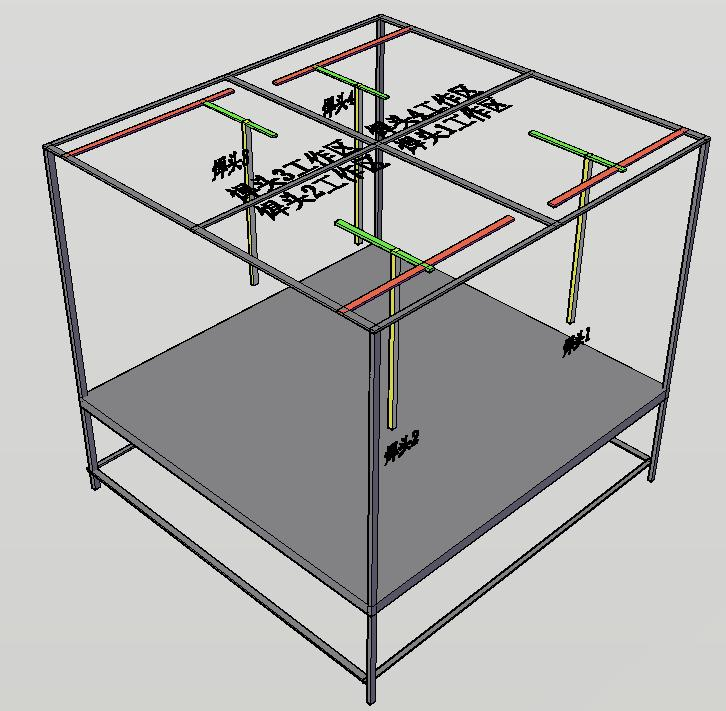
三菱PLC和台达B2伺服在4焊头12轴超音波焊机上的应用
时间:2025-06-24 作者:摩登7变频 点击:次
在汽车制造行业的汽车门板制造领域,为了减少生产场地占用,同时不降低生产效率,有了进口的4焊头超音波焊机的推向市场。为了抢占技术革新中的该块市场,深圳摩登7与客户共同开发了各项技术指标领先,且具有价格竞争优势的国产4焊头12轴超音波焊机,此设备控制部分主要采用了三菱FX3U系列PLC和台达B2系列伺服。
一、
系统
构成及工作原理
控制交互界面选用了市场上广泛使用的台达B系列10寸HMI;因为客户工厂旧设备多来自日本,使用三菱自动化的产品,故依客户要求为了便于设备维护,PLC选择三菱FX3U系列;伺服驱动器选择了市场占有率高且性价比极高的台达B2系列伺服。
HMI和焊头1的PLC之间采用三菱支持的RS422通讯,通讯速率可达115200bps。焊头1的PLC和其它三个焊头的PLC之间采用三菱PLC支持的N:N网络,通讯速率最高为19200bps。
存储在HMI上的配方数据、后面三个焊头的运动参数及控制命令和后面三个焊头的当前位置及状态等均需通过N:N网络来实现数据传递和共享。
配方里面的焊点焊接数据可以直接手动输入(包括将备份的配方数据批量下载到HMI),也可以点动示教到焊点以后存储焊点焊接数据到配方。
此外,该焊机具有自动门板识别功能,可以防止操作人员使用错误的焊接数据进行焊接生产,从源头上防止了损坏设备或者生产材料的可能。
二、
主要问题和解决方案
在开发过程中,主要解决了4个焊头的防止撞击的安全处理和配方及工作参数的稳定传输问题。
4个焊头的X/Y轴的正常工作速度为300mm/s左右,Z轴为350~400mm/s,因此解决工作过程中的碰撞安全问题是很重要的。当然,正常工作时,如果路径规划合理是不应该出现碰撞的,碰撞主要发生在以下2种可能性时:用户数据设置错误和和由于各种原因没有正确成功寻找轴原点。此外,一种从未遇到但也在防范考虑的原因就是控制器程序异常运行。
设备调试中发现路径的规划是该设备正常生产的一项耗费时间和精力的内容。因为门板的焊点在某些部位过于密集,而该区域又只能由不同的焊头来完成,就需要考虑如何协调各焊头的动作,使其能有个先后顺序,在不同的时间到达该区域进行焊接,而焊接时间和冷却时间会影响到焊头到达某一焊点的时刻,所以加入防撞处理也显得对于防范操作人员误操作引入的撞击可能特别重要。
三菱N:N网络采用有限的8个数据寄存器来共享数据,而设备需要传输共60个点、每个点有7个数据的配方以及其它一些参数。在调试中发现三菱N:N网络是广播式的数据共享模式,就是说可以让主机往共享的8个数据寄存器里面放数据,但没有机制来保障这8个数据寄存器是同步更新的,从机可以从该8个数据寄存器取走数据,问题在于主机不知道从机什么时间已取走数据,而从机能否取走正确的数据还受网络通讯状态的影响。总之,对于批量传输大量的数据,广播方式的数据传输是不可靠的。
为了解决这一瓶颈,我们引入了通讯的闭环逻辑及有限的通讯保障措施。当主机往共享数据寄存器里放置完数据以后,告诉从机,数据已经放置完毕,从机收到该通知后,开始处理数据,如果是发给自己的,就转存到本机的相应数据寄存器,并反馈主机数据已转存完毕,主机收到从机数据转存成功的反馈后,再发送下一批数据。并加入了防止极端异常的情况的处理程序,及数据不是任何一台从机的数据的情况。该解决方案解决了数据传输过程的错乱和丢失问题,并且数据传输稳定,较开环广播式的传输缩短了1/3的通讯时间(指开环广播传输的最短时间;开环广播式传输时采用主机一定时间内发送一批数据的模式,时间长度根据实际传输情况设定,即使在较好的通讯状态下,也存在个别数据丢失错误现象)。
经充分的现场调试和用户测试,设备工作稳定,相较于进口设备,各项工作性能优异且价格具有竞争力。
返回列表